

以下是:咨询<本发> NM450耐磨钢板多年经营经验的产品参数
产品参数 产品价格 电联 发货期限 协商 供货总量 不限 运费说明 1-3 密度 7.85 产地 聊城 品牌 本发钢材 类型 耐磨钢板 是否进口 否 咨询<本发> NM450耐磨钢板多年经营经验,江西省吉安市本发钢材有限公司为您提供咨询<本发> NM450耐磨钢板多年经营经验的最新资讯,联系人:侯经理,电话:0527-88266888、17768165506,QQ:1550901222,发货地:龙文钢材市场发货到吉安。 江西省,吉安市 2022年,吉安市地区生产总值为2750.33亿元,增长5.1%。
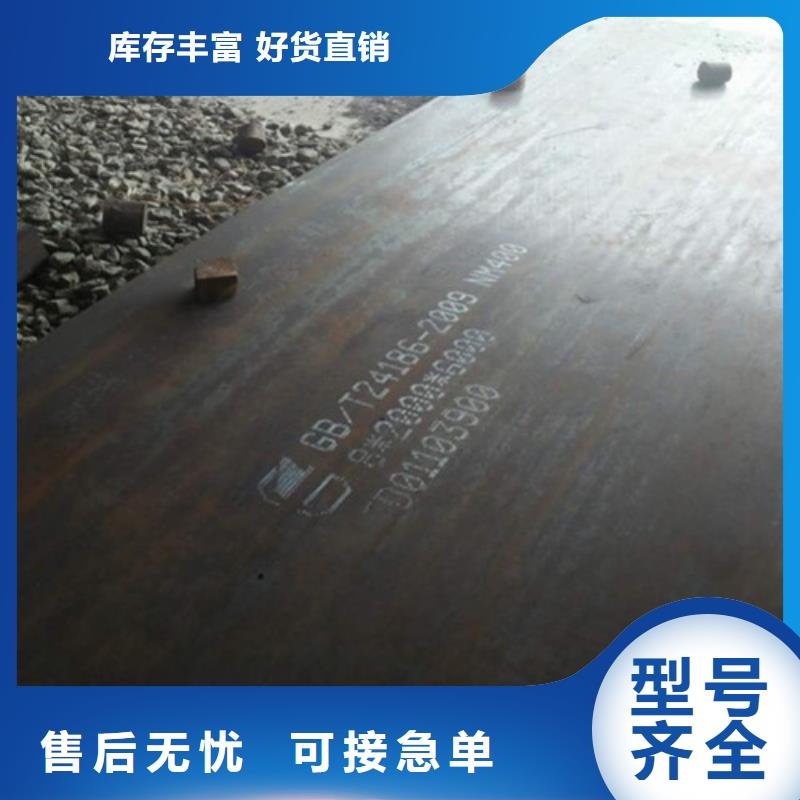
不要满足于简单的文字描述,点击我们的咨询<本发> NM450耐磨钢板多年经营经验产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。以下是:咨询<本发> NM450耐磨钢板多年经营经验的图文介绍
焊丝位置:焊丝轴线相对于焊缝中心线的角度和位置会影响焊道的形状和熔深。当其他条件不变,焊丝由垂直位置变为后向焊法时,熔深增加,而焊道变窄且余高增大,电弧,飞溅小。焊接位置:射流过渡可适用于平焊、立焊、仰焊位置。
平焊时,耐磨衬板相对于水平面的斜度对焊缝成型、熔深和焊接速度有影响。若采用下坡焊,焊缝余高减小,熔深减小,焊接速度可以,有利于焊接薄的耐磨衬板;若采用上坡焊,重力使焊接金属后流,熔深和余高增加,而熔宽减小。
短路过渡焊接可用于薄耐磨衬板的平焊和全位置焊。气体流量:保护气体从喷嘴可有两种情况,耐磨钢板较厚的层流或接近于紊流的较薄层硫。前者有较大的有效保护范围和较好的保护作用。因此,为了得到层流的保护气流,加强保护效果,需采用结构设计合理的焊和合适的气体流量,气体流量过大或过小皆会造成紊流。
磨削心所有双金属耐磨钢板磨削该与基体为心,而不是与刀口为心,平面磨削心拿不出来,后角、前角用加工心也无法磨好一块双金属耐磨钢板,磨削三个流程不可忽视。磨削侧角时仍细心观察钢板厚度,厚度不同磨削心随之改变,不管钢板厚度如何,磨削面时砂轮心线应与焊接位保持在一条直线上,否则产生角度差影响切削。
拔齿机构不可忽视。任何磨齿机不管结构如何,拔齿坐标准确性设计设计到磨刀质量,在调机时拔齿针压在齿面合理位置,而不要与动也是极其关键,退齿时,拔齿爪应灵活可靠。夹片机构:夹片机构牢固平稳可靠,是磨刀质量主要部位,任何磨刀时夹片机构不可有丝毫松动,否则磨齿偏差严重失控。
10、磨削行程。不管磨削双金属耐磨钢板的任何部位,磨头磨削行程非常重要,一般要求砂轮超出工件1毫米或退出1毫米为宜,否则齿面产生二面刀刃。1程序选择:磨刀一般设置有粗、精、研磨三个不同程序选择,视对产品要求度选择,后磨削前角时建议使用精磨程序。
吉安本发钢材有限公司秉承“质量赢得顾客,信誉创造效益,真诚为客户创造价值!”的经营理念,在竞争激烈的 耐磨钢板行业中与您共同发展,共谋大业!
咨询<本发> NM450耐磨钢板多年经营经验_江西省吉安市本发钢材有限公司,固定电话:17768165506,移动电话:0527-88266888,联系人:侯经理,QQ:1550901222,龙文钢材市场 发货到 江西省吉安市。

